ยินดีต้อนรับสู่เว็บไซต์ของเรา!

เครื่องขึ้นรูปม้วนแนวตั้งแบบปรับแต่งได้ของ SIHUA เซี่ยงไฮ้
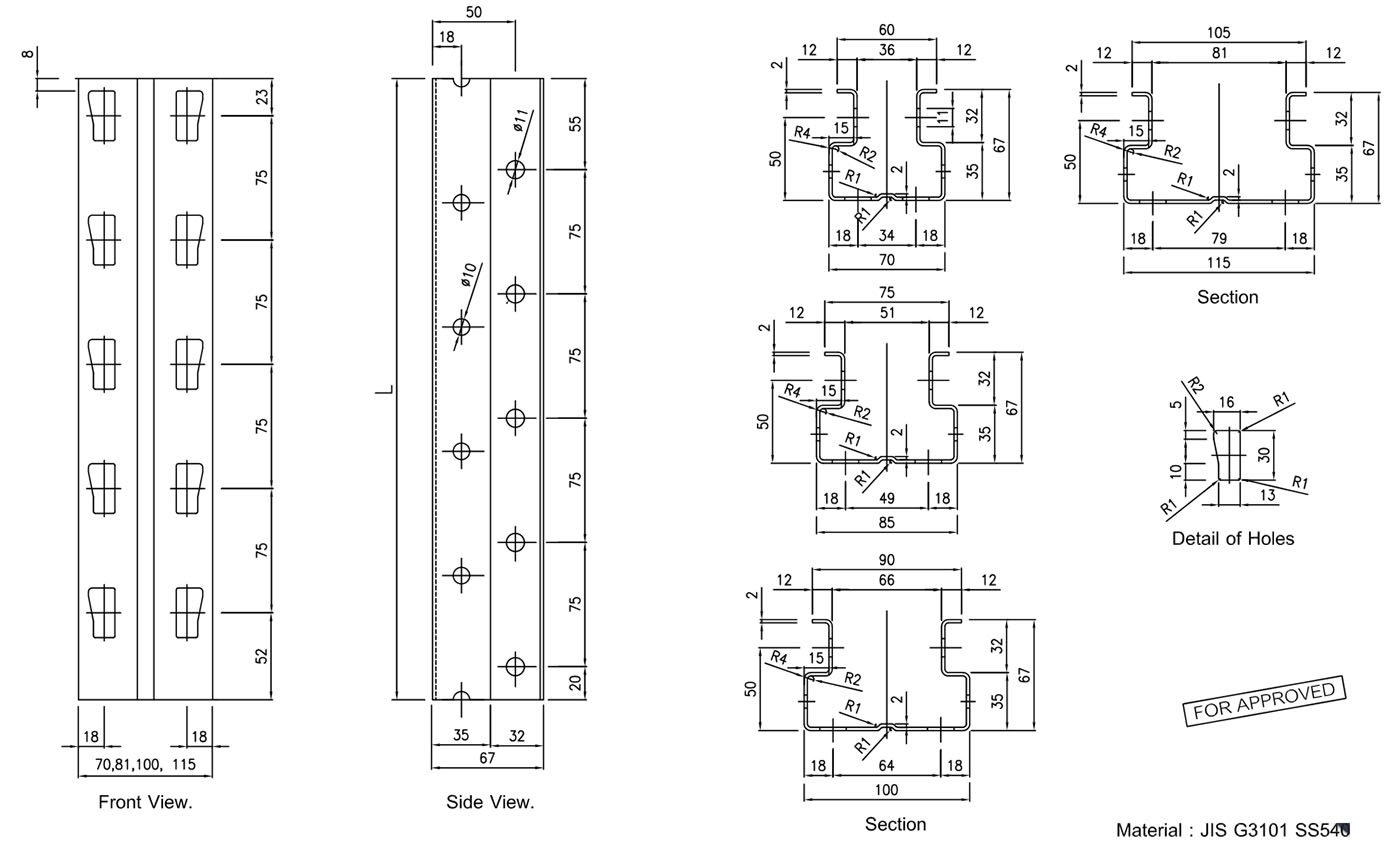
เครื่องนี้ใช้เหล็กอาบสังกะสีหรือเหล็กกล้ารีดเย็นเป็นวัตถุดิบผ่านขั้นตอนต่างๆ เพื่อสร้างเป็นโปรไฟล์ชั้นวางที่มีรูปร่างและขนาดเฉพาะ
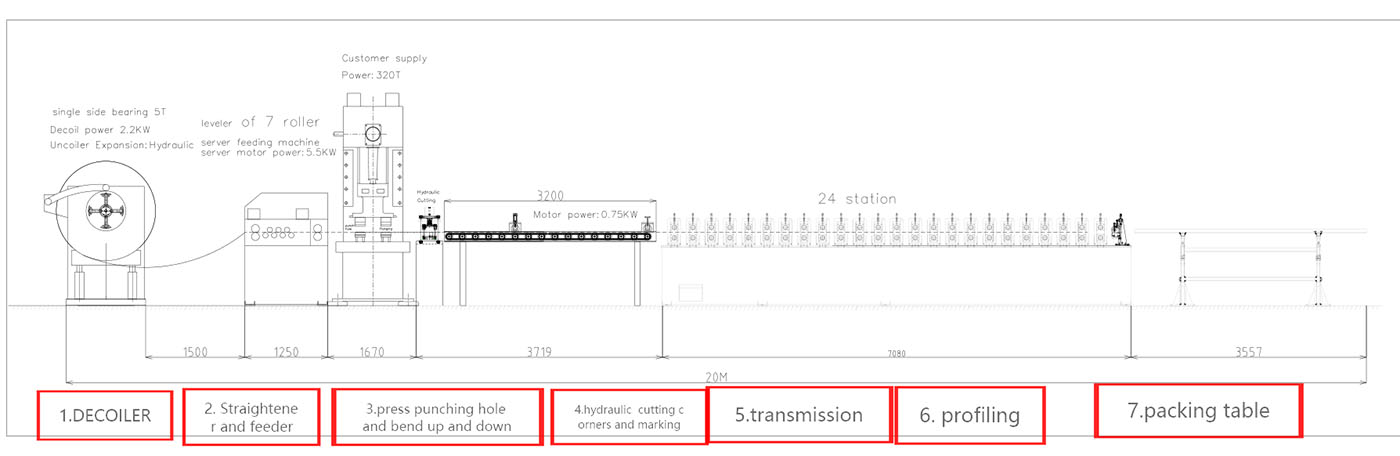
อุปกรณ์ขั้นตอนการขึ้นรูป ได้แก่ เครื่องคลายม้วน อุปกรณ์ป้อนและปรับระดับเครื่องเจาะ เครื่องขึ้นรูปหลัก เครื่องตัดโพสต์ไฮดรอลิก
อินเวอร์เตอร์ควบคุมความเร็วมอเตอร์ ระบบ PLC ควบคุมความยาวและปริมาณโดยอัตโนมัติดังนั้นเครื่องจักรจึงสามารถผลิตอัตโนมัติได้อย่างต่อเนื่องซึ่งเป็นอุปกรณ์ที่เหมาะอย่างยิ่งสำหรับอุตสาหกรรมการขึ้นรูปโลหะแผ่นรีดเย็น
กระบวนการผลิต : เครื่องคลายม้วน (เครื่องคลายม้วน เครื่องยืด เครื่องป้อนเซอร์โว) → เครื่องกด (เจาะรู) → เครื่องขึ้นรูปม้วน → เครื่องตัด (ระบบไฮดรอลิกจ่ายกำลัง) ชิ้นส่วนทั้งหมดถูกควบคุมด้วยระบบควบคุมไฟฟ้า (รายละเอียดดังต่อไปนี้)



| หวี 3 in 1 | |
| เครื่องคลายขดลวดไฮดรอลิก | ความสามารถในการรับน้ำหนัก: 4 ตันพร้อมแท่นบรรทุก |
| วัสดุ | 2มม. S 235 JR |
| เครื่องหนีบผม | ความกว้างของวัสดุ《450MM |
| ฟีดเดอร์เซอร์โว | ความแม่นยำของพิทช์อยู่ที่ +-0.15 มม. ยี่ห้อ PLC คือ Mitsubishi |
| มอเตอร์เซอร์โวกำลัง 2.9 กิโลวัตต์ ยี่ห้อ YASKAWA | |
| เครื่องปั้มและแม่พิมพ์ปั๊ม | |
| ความจุ 125 ตัน | |
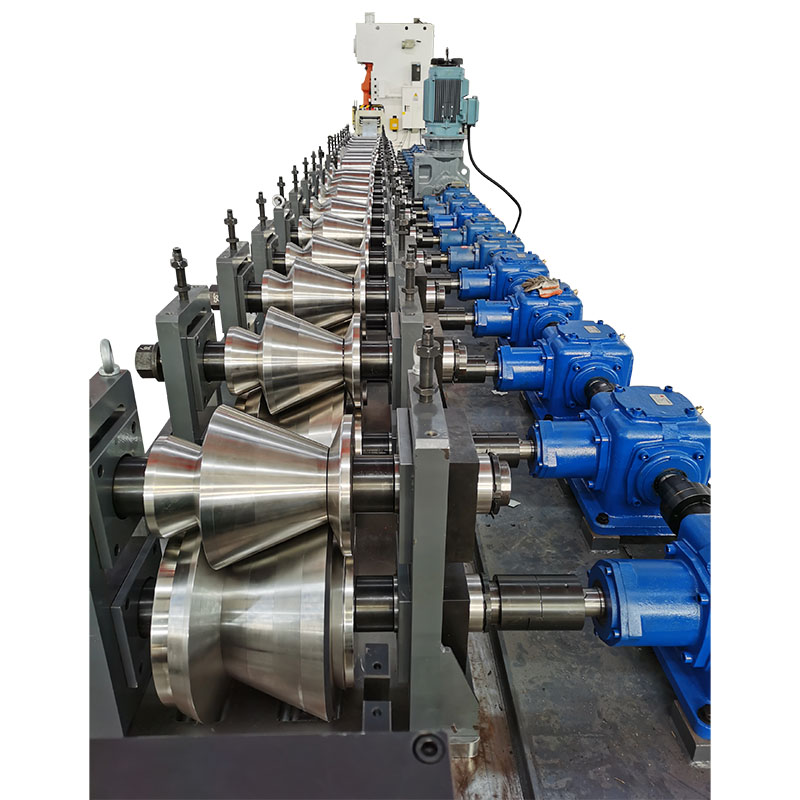
| เครื่องขึ้นรูปม้วนแนวตั้งสำหรับชั้นวางสินค้า | |
| ความเร็วของผลิตภัณฑ์ | 20-30 เมตรต่อนาที |
| โรลเลอร์โรว์ | 22ขั้น+ (ตรงถูกต้อง) |
| เส้นผ่านศูนย์กลางเพลา | Φ70mm, วัสดุ-40Cr, การอบชุบด้วยความร้อน |
| วัสดุลูกกลิ้ง | ความแข็งในการอบชุบสูญญากาศ Cr12MoV: 58-62HRC |
| มอเตอร์ที่มีตัวลดขนาดใหญ่หนึ่งตัว กำลังไฟฟ้า | ยี่ห้อ siemens ขนาด 30 กิโลวัตต์ |
| รุ่นลดเกียร์เอียง | T10 22 ชิ้น |
| ติดตั้งระบบทำความเย็นสำหรับลูกกลิ้งแต่ละอัน | |
| โต๊ะตัดพร้อมหมุดระบุตำแหน่ง | |
| แม่พิมพ์ตัด | 4 ชุด วัสดุ:SKD11 |
| ยี่ห้อรางนำทาง | ไฮวิน |
| กระบอกสูบ | อาริแทค |
| มอเตอร์เซอร์โวยี่ห้อ Yaskawa 4.4kw | |
| ระบบไฮดรอลิก | |
| การไหลของปั๊มไฮดรอลิก | 50 ลิตร/นาที |
| กำลังมอเตอร์ | 11 กิโลวัตต์; ซีเมนส์ |
| ค่าตัวเลขโซลินอยด์ไฮดรอลิก | 2ชุด REXROTH |
| ความจุถังเก็บน้ำไฮดรอลิก 25 ลิตร | |
| ปริมาตรถัง | 220ลิตร |
| ระบบควบคุมไฟฟ้า | |
| ตัวเข้ารหัส | OMRON (แบรนด์ญี่ปุ่น) |
| มอเตอร์ความถี่ | 30 กิโลวัตต์ (เทโก้) |
| พีแอลซี | มิตซูบิชิ (แบรนด์ญี่ปุ่น) |
| อินเทอร์เฟซของมนุษย์ | คินโก้ |
| รีเลย์ | OMRON (แบรนด์ญี่ปุ่น) |
| โต๊ะบรรจุสินค้า | |
| ความยาว | 6.5 ล้าน |
เขียนข้อความของคุณที่นี่และส่งถึงเรา